01Requirements
- Part geometry, tolerances and surface finish defined from the fan rotor's functional needs
- Aluminium alloy selected for strength, ductility and corrosion resistance — and compatibility with die steel
- Gate locations, runner system and venting designed to prevent air entrapment, porosity and incomplete filling
- Ejection system that removes the casting without damage; shrinkage and warpage compensated in die dimensions
- High-strength tool steel capable of sustained temperature and pressure cycling
- Lead-time plan covering material procurement, machining, heat treatment, assembly and trials
02Key Decisions
Why HPDC over billet machining or sand casting?
Billet machining was the incumbent — accurate but expensive at production volume. Sand casting was cheaper but suffered blow holes that scrap rotors. HPDC delivers both unit economics and consistent internal quality once tooling is amortised. The numbers won: 51% component cost reduction.
Design to which standard?
NADCA guidelines throughout — tonnage calculation from projected area and cavity pressure, runner/gate cross-sections from flow rate and fill time, draft angles of 1–3° by surface, parting line placed to minimise flash.
Custom or standard die components?
Standard guide rods, bushes and ejector pins from supplier catalogues. Reliability and replaceability beat marginal optimisation. The machining vendor was consulted one-on-one during design — their feedback adjusted cooling channels and ejection before any steel was cut.
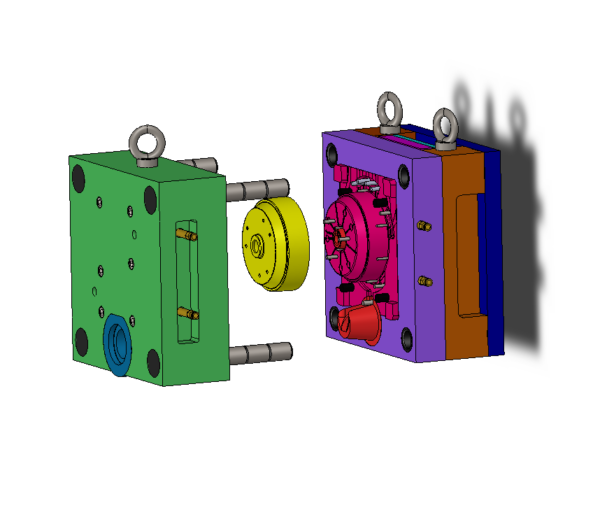
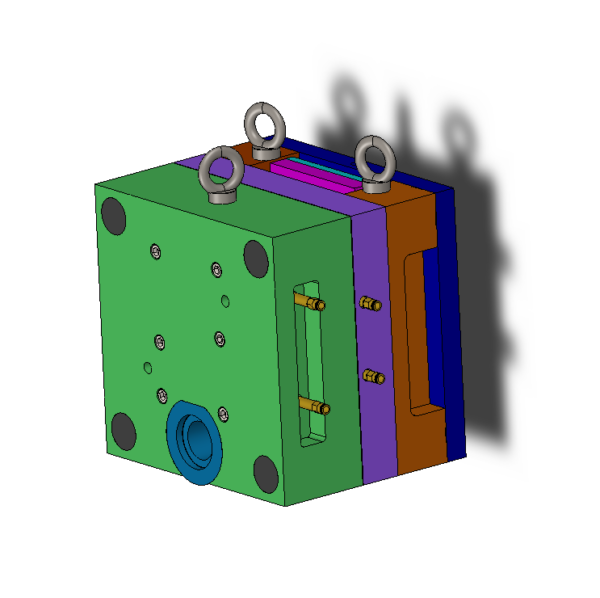
03CAD & Calculations
Basic calculations first: machine tonnage with safety margins, runner and gate areas, draft angles. Then 3D part geometry, parting line design, core and cavity with shrinkage and thermal-expansion allowances, core pins for holes and undercuts. Mold-flow thinking applied to optimise filling, minimise turbulence and place vents — final model internally reviewed and supplier-approved before manufacturing.
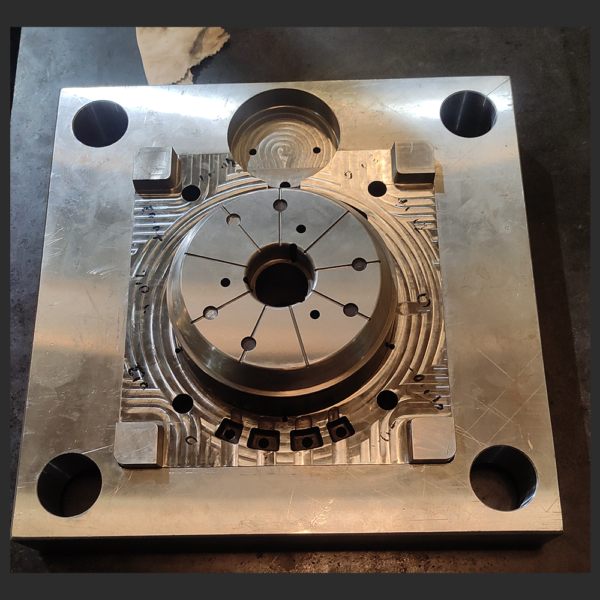
04Manufacturing
- Machine preparation: calibrated the manual mill — gib adjustment on all axes, granite-square perpendicularity checks, straight-edge table checks, head tramming before every part, spindle runout measured and polished out
- Cutting: CNC profile cutting for intricate geometry; custom 200 mm fly cutter built to flatten die faces in one sweep
- Heat treatment: components hardened to 48 HRC, then re-machined to final tolerance to correct distortion
- Precision: housings jig-bored for critical hole alignment; guides press-fitted; all parts verified on CMM and height gauges before assembly
05Challenges
Heat-treatment distortion
Hardening to 48 HRC moved the steel. Planned for it: finish machining was sequenced after heat treatment, with stock left on critical faces so distortion could be corrected rather than scrapped.
Hitting tolerances on a manual mill
Budget meant a manual milling machine for much of the work. The answer was metrology discipline — calibration, tramming before every part, runout control — making the machine's capability known and repeatable rather than hoping.
First-trial casting defects
Initial trial castings showed the usual suspects — surface defects and dimensional deviation. Root cause analysis, targeted re-machining, then injection speed, pressure and cooling time were tuned until parts came out consistently clean.
06Outcome
Delivered
Component cost cut by 51% against billet machining · blow-hole defects eliminated versus sand casting · 500+ rotors cast in stable production · die polished, settings documented, process handed over.
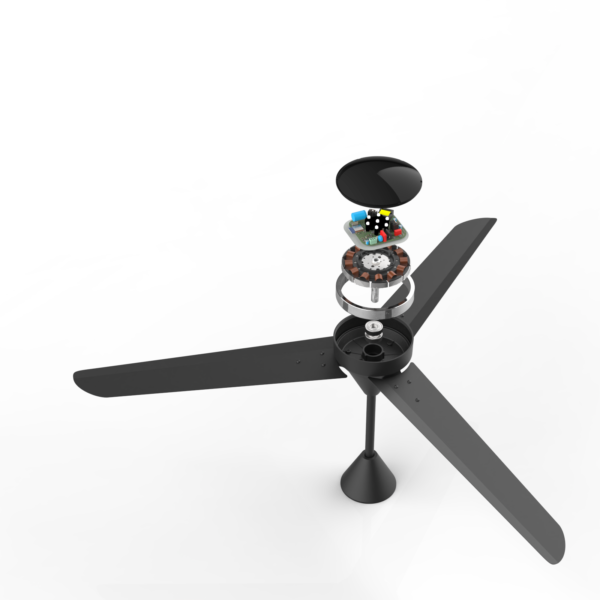
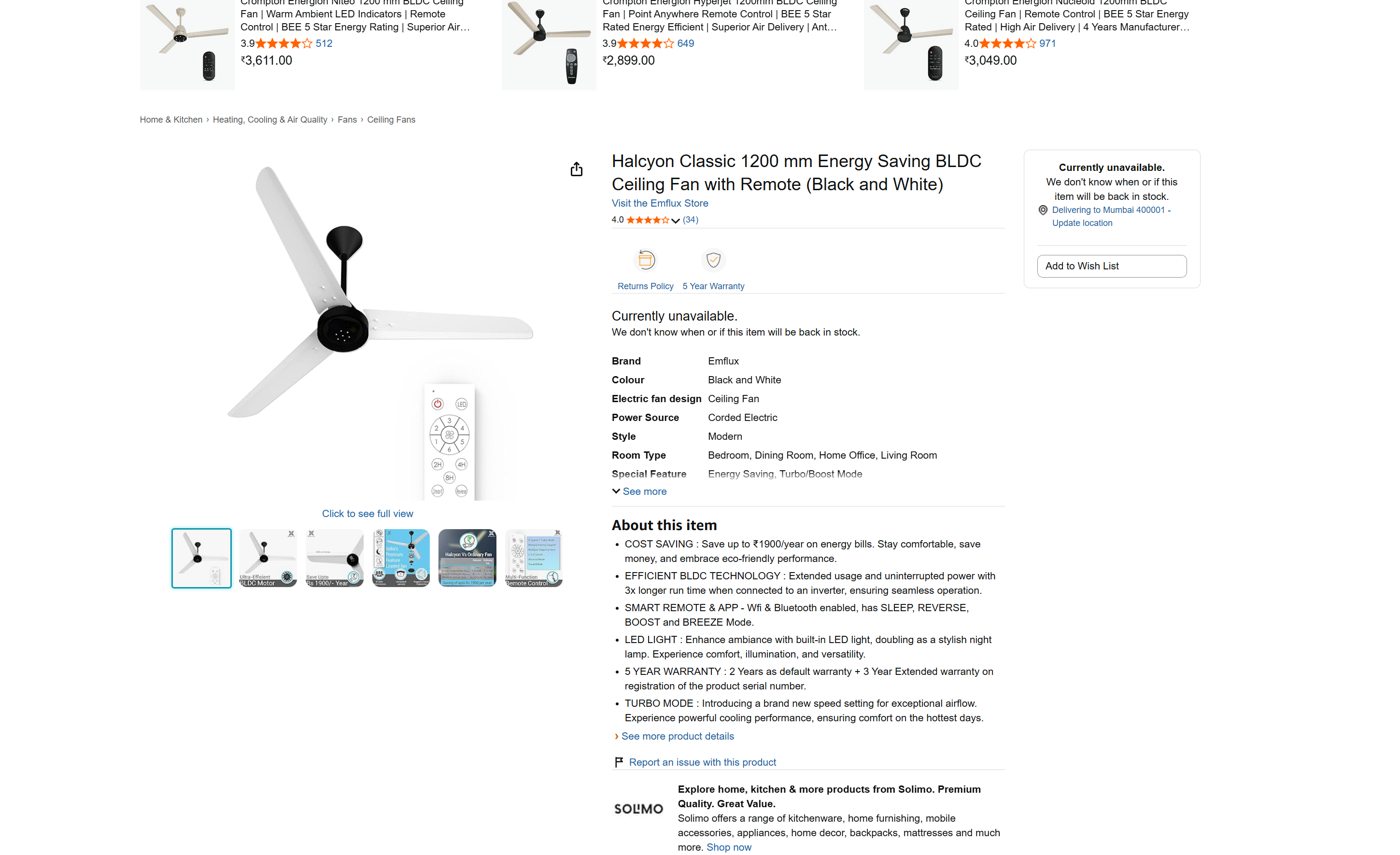
The Finished Product
The cast rotor goes into the Emflux Halcyon BLDC ceiling fan — now selling on Amazon & Flipkart with a ~4.0★ rating. Below: the product, the full assembly breakdown and the retail listing imagery.
View on AmazonView on Flipkart